: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Làm thế nào để kiểm soát nhiệt độ nóng chảy trong ép phun? Nhiệt độ thùng máy, nhiệt cắt và thiết kế hóa dẻo trục vít.
Trong ép phun, nhiệt độ nóng chảy là yếu tố then chốt ảnh hưởng đến chất lượng sản phẩm, độ ổn định của khuôn và hiệu quả sản xuất. Mặc dù nhiệt độ thùng có thể được điều chỉnh bằng bộ gia nhiệt, nhưng nhiệt độ nóng chảy thực tế còn bị ảnh hưởng bởi nhiệt lượng tỏa ra do ma sát, các thông số hóa dẻo, thiết kế trục vít, tốc độ trục vít và áp suất ngược.
Đối với các máy ép phun tiên tiến, kiểm soát nhiệt độ không chỉ đơn thuần là quản lý gia nhiệt thùng máy. Đó là một quá trình tích hợp kiểm soát trạng thái vật liệu và hiệu quả năng lượng hóa dẻo. Độ ổn định nhiệt độ nóng chảy không chỉ phụ thuộc vào các thiết lập quy trình mà còn phụ thuộc vào cấu trúc hóa dẻo của máy và độ chính xác kiểm soát nhiệt độ.
Tại sao nhiệt độ thùng chứa lại khác với nhiệt độ nóng chảy thực tế?
Nhiệt độ nóng chảy và nhiệt độ thùng chứa có liên quan đến nhau, nhưng chúng không giống nhau. Chúng đại diện cho các điểm đo và ý nghĩa khác nhau. Chỉ dựa vào nhiệt độ thùng chứa có thể đánh giá thấp điều kiện nóng chảy thực tế, gây ra sự biến động về chất lượng và giảm năng suất.
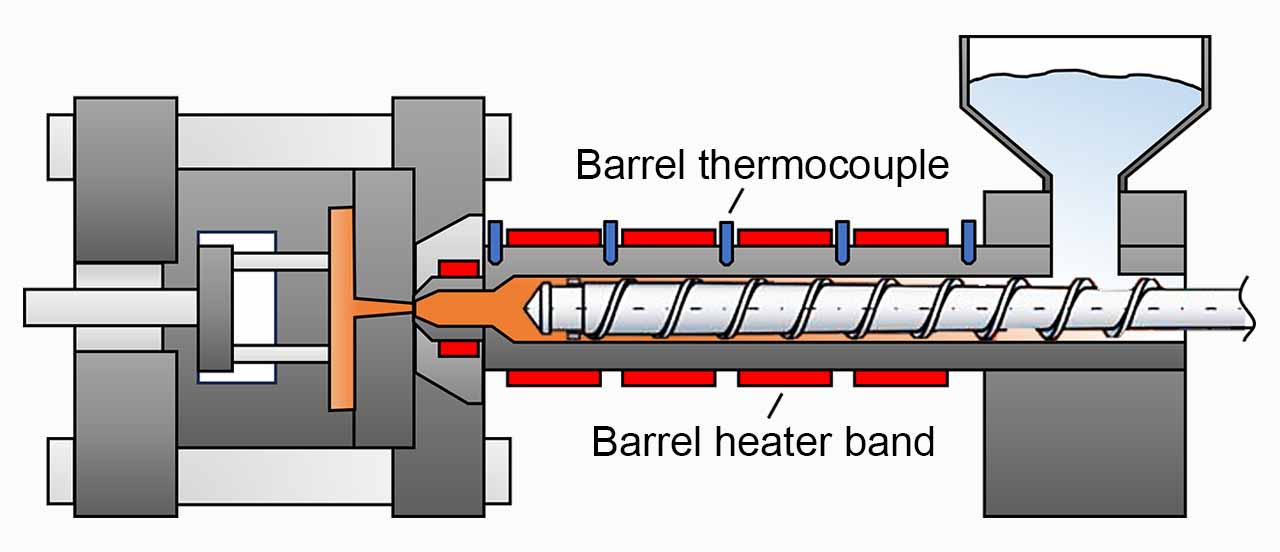
Hình 1. Cấu trúc gia nhiệt lõi của máy ép phun.
Cảm biến nhiệt được lắp đặt trên thùng chứa đo nhiệt độ thành thùng, chứ không phải nhiệt độ thực tế tại tâm chất lỏng nóng chảy. Nhiệt phải truyền từ các dải gia nhiệt qua thùng chứa đến chất lỏng nóng chảy, do đó nhiệt độ môi trường và sự hao hụt nhiệt của máy có thể tạo ra sự chênh lệch giữa giá trị đo được và giá trị cài đặt.
Nếu nhiệt độ nóng chảy quá cao, hiện tượng phân hủy nhiệt có thể xảy ra, gây ra sự đổi màu, nổi bọt, vệt bạc, vết cháy và giải phóng khí độc hại. Điều này làm giảm độ bền và chất lượng ngoại quan của sản phẩm. Nếu nhiệt độ nóng chảy quá thấp, khả năng chảy kém có thể gây ra hiện tượng thiếu hụt vật liệu, điền đầy không hoàn chỉnh, đường hàn, vết phôi nguội và kích thước không ổn định.
Do đó, chỉ riêng cài đặt nhiệt độ thùng quay không thể phản ánh đầy đủ điều kiện nóng chảy thực tế. Cần phải lấy mẫu nóng chảy, đo nhiệt độ, hiệu chuẩn và tối ưu hóa toàn bộ quy trình.
Nhiệt ma sát ảnh hưởng đến nhiệt độ nóng chảy trong quá trình ép phun như thế nào?
Nhiệt độ nóng chảy không chỉ bị ảnh hưởng bởi nhiệt lượng tỏa ra từ thùng máy mà còn bởi nhiệt lượng sinh ra do ma sát trong quá trình quay trục vít. Tốc độ trục vít cao hoặc áp suất ngược cao tạo ra ma sát và lực nén mạnh, làm tăng nhanh nhiệt độ cục bộ. Trong một số trường hợp, nhiệt lượng sinh ra do ma sát có thể vượt quá nhiệt lượng cung cấp cho bộ gia nhiệt. Điều này đặc biệt quan trọng đối với các vật liệu có đường kính thùng lớn hoặc có độ nhớt cao như PVC và PEEK , nơi chênh lệch nhiệt độ giữa tâm và rìa vùng nóng chảy có thể lên đến vài chục độ.
Các ngành công nghiệp khác nhau đòi hỏi các chiến lược kiểm soát lực cắt khác nhau:
- Đóng gói tốc độ cao: Tập trung vào hiệu quả hóa dẻo và sản lượng cắt ổn định để ngăn ngừa sự không ổn định khi đóng gói, biến động trọng lượng và các khuyết tật về hình thức trong quá trình sản xuất hàng loạt chu kỳ ngắn.
- Quang học chính xác: Yêu cầu lực cắt thấp và nhiệt độ nóng chảy đồng đều để tránh quá nhiệt cục bộ, ứng suất dư và các khuyết tật quang học.
- Vật liệu tái chế / tạo khuôn vi xốp: Cần kiểm soát quá trình xử lý nhiệt và năng lượng cắt để ngăn ngừa sự phân hủy thứ cấp, duy trì tính đồng nhất của tế bào và tỷ lệ tạo bọt.
- Các vật liệu nhạy nhiệt như PVC, POM và PLA: Cần kiểm soát cẩn thận thời gian tiếp xúc và thiết kế có lực cắt thấp để tránh phân hủy, cacbon hóa và giải phóng khí độc.
Do đó, để có dòng chảy nóng chảy và quá trình điền đầy tốt hơn, cần nhiều hơn là chỉ công suất gia nhiệt. Thiết kế trục vít phù hợp, điều chỉnh tốc độ trục vít và kiểm soát áp suất ngược có thể cải thiện khả năng chảy của chất nóng chảy và hiệu suất điền đầy.
Đọc thêm: Giải pháp ép phun nhựa PVC F CS cho phụ kiện đường ống xây dựng
Thiết kế trục vít ảnh hưởng như thế nào đến sự phân bố nhiệt độ nóng chảy và độ ổn định của quá trình hóa dẻo?
Trục vít phun không chỉ vận chuyển và làm tan chảy nhựa, mà còn là bộ phận điều khiển quan trọng trong quá trình chuyển đổi năng lượng hóa dẻo.
Một vít phun tiêu chuẩn bao gồm ba phần:
- Bộ phận cấp liệu: Vận chuyển các hạt nhựa rắn và làm nóng sơ bộ chúng đến gần điểm nóng chảy.
- Phần ép: Làm tan chảy và trộn đều nhựa. Nhiệt lượng sinh ra do ma sát tại đây là nguồn chính gây ra sự tăng nhiệt độ của chất nóng chảy.
- Bộ phận định lượng: Đồng nhất hóa hỗn hợp nóng chảy và ổn định sản lượng. Cần kiểm soát nhiệt độ chính xác để ngăn ngừa sự phân hủy hoặc khả năng chảy kém.
Tỷ lệ chiều dài/đường kính (L/D) của trục vít và tỷ lệ nén phù hợp ảnh hưởng trực tiếp đến sự sinh nhiệt do ma sát và sự phân bố nhiệt độ nóng chảy. Trong các máy ép phun hiện đại, chất lượng nóng chảy ổn định không chỉ phụ thuộc vào thiết kế trục vít mà còn phụ thuộc vào việc kiểm soát tốc độ trục vít, độ ổn định của tải hóa dẻo, độ cứng vững của máy và độ chính xác của hệ thống truyền động.
⚡ Ví dụ về thiết kế máy FCS:
- Máy ép phun kiểu khớp nối ngoài SA Series : Thích hợp cho sản xuất nhiều khoang và đóng gói tốc độ cao, linh kiện ô tô, pallet vận chuyển và sản xuất hàng loạt các chi tiết lớn. Hệ thống kẹp khớp nối ngoài có độ cứng cao và đầu ra thủy lực giúp duy trì tải hóa dẻo ổn định trong quá trình sản xuất lâu dài.
- Máy ép phun điện hoàn toàn CT-e Series : Thích hợp cho các ứng dụng ép phun trong lĩnh vực điện tử, quang học, y tế và vi xốp. Hệ thống điều khiển servo độ chính xác cao giúp giảm thiểu sự dao động năng lượng hóa dẻo và cải thiện độ ổn định chất lượng sản phẩm nóng chảy.
Tốc độ trục vít và áp suất ngược ảnh hưởng đến nhiệt độ nóng chảy như thế nào?
Sự quay của trục vít tạo ra lượng nhiệt ma sát đáng kể, đây là một trong những nguồn nhiệt gây ra hiện tượng nóng chảy nhựa. Trong sản xuất, người vận hành có thể tăng tốc độ trục vít để rút ngắn thời gian phục hồi, nhưng điều này có thể làm cho nhiệt độ trung tâm của vùng nóng chảy cao hơn điểm đặt của bộ gia nhiệt, gây ra hiện tượng quá nhiệt cục bộ, biến đổi chất lượng và suy giảm vật liệu.
Kết quả thử nghiệm cho thấy khi tốc độ trục vít tăng từ 10 vòng/phút lên 100 vòng/phút, nhiệt độ nóng chảy trung bình tăng khoảng 3°C, trong khi nhiệt độ cục bộ có thể tăng vượt quá 15°C. Điều này chứng tỏ nhiệt ma sát có ảnh hưởng đáng kể đến nhiệt độ nóng chảy trong quá trình hóa dẻo tốc độ cao.

Hình 2. Ảnh hưởng của tốc độ trục vít đến nhiệt độ nóng chảy (Vật liệu: PP / Tải trọng máy: 100 tấn)
Áp suất ngược có thể cải thiện mật độ nóng chảy, độ đồng đều nhiệt độ và hiệu quả truyền nhiệt, giúp phân bố nhiệt độ ổn định hơn.
Kết quả thử nghiệm cho thấy khi áp suất ngược tăng từ 10 bar lên 30 bar, nhiệt độ nóng chảy trung bình tăng chậm khoảng 1–2°C. Độ đồng đều màu sắc và độ ổn định độ nhớt cũng được cải thiện, làm cho sản phẩm này đặc biệt phù hợp với các sản phẩm có tỷ lệ bột màu cao hơn.
Hình 3. Ảnh hưởng của áp suất ngược lên nhiệt độ nóng chảy
Do đó, tốc độ trục vít cần được thiết lập dựa trên tốc độ cắt vật liệu, đặc tính độ nhớt và đường kính trục vít. Phạm vi tốc độ phù hợp giúp tránh sự biến đổi chất lượng do nhiệt độ nóng chảy cục bộ tăng cao.
▶ Độ nhạy nhiệt và các chiến lược kiểm soát nhiệt độ của các loại nhựa khác nhau.
Độ nhạy nhiệt đề cập đến xu hướng phân hủy hoặc thay đổi của vật liệu nhựa nhiệt dẻo trong quá trình gia nhiệt khi ép phun. Độ nhạy nhiệt của các vật liệu khác nhau rất khác nhau. Các vật liệu như PVC, PC và PET đòi hỏi phải kiểm soát cẩn thận nhiệt độ và thời gian gia nhiệt.
Bảng 1. Độ nhạy nhiệt của các loại nhựa nhiệt dẻo thông dụng trong ép phun
Vật liệu | Độ nhạy nhiệt | Các rủi ro suy thoái chính và ghi chú |
PVC | Rất cao | Có thể giải phóng khí HCl ở nhiệt độ cao; cần kiểm soát nhiệt độ nghiêm ngặt. |
Máy tính | Cao | Độ ẩm có thể gây hư hỏng ở nhiệt độ cao; cần phải sấy khô kỹ lưỡng. |
THÚ CƯNG | Cao | Rất nhạy cảm với độ ẩm; cần phải làm khô hoàn toàn. |
POM | Cao | Có thể giải phóng khí formaldehyde ở nhiệt độ cao; cần kiểm soát nhiệt độ nghiêm ngặt. |
PLA | Cao | Nhiệt độ nóng chảy thấp; dễ bị phân hủy bởi nhiệt độ quá cao. |
PS | Trung bình | Có thể bị phân hủy ở nhiệt độ cao, nhưng nhìn chung khá ổn định. |
ABS | Trung bình | Có thể bị phân hủy ở nhiệt độ cao; cần kiểm soát nhiệt độ thích hợp. |
PP | Thấp | Sản phẩm vẫn có thể bị hư hỏng nếu nhiệt độ quá cao hoặc thời gian đun nóng quá lâu. |
Thể dục | Thấp | Có thể bị phân hủy và tạo ra các đốm đen ở nhiệt độ cao. |
NHÌN TRỘM | Thấp | Yêu cầu nhiệt độ xử lý cao và thiết bị chuyên dụng. |
Công nghệ ép phun thông minh chuyển đổi từ điều khiển dựa trên kinh nghiệm sang điều khiển dựa trên dữ liệu như thế nào?
Để đạt được chất lượng nóng chảy thực sự ổn định, các nhà sản xuất phải làm nhiều hơn là chỉ thiết lập các giá trị gia nhiệt thùng quay. Họ phải hiểu hành vi của vật liệu dưới tác động của lực cắt, kiểm soát quy trình và tích hợp thiết kế máy móc. Công nghệ ép phun thông minh hiện đại đang áp dụng giám sát nhiệt độ vòi phun, giám sát nhiệt độ trong khuôn và phân tích lưu lượng và nhiệt độ nước. Khả năng cạnh tranh của máy móc trong tương lai sẽ tập trung vào:
- Kiểm soát năng lượng hóa dẻo
- Độ ổn định chất lượng nóng chảy
- Tích hợp dữ liệu thông minh
Ngoài việc tối ưu hóa quy trình, Hệ thống Sản xuất Thông minh FCS iMF 4.0 còn tích hợp giám sát năng lượng hóa dẻo, phân tích độ ổn định quy trình và quản lý năng lượng để hỗ trợ các mục tiêu ESG, tiết kiệm năng lượng và sản xuất bền vững.
▶ Câu hỏi thường gặp
Câu hỏi thường gặp về kiểm soát nhiệt độ nóng chảy trong ép phun nhựa
Nhiệt độ thùng chứa có bằng nhiệt độ nóng chảy thực tế không?
Nhiệt độ nóng chảy thực tế thường cao hơn nhiệt độ thùng chứa. Nhiệt độ thùng chứa được đo bằng các cảm biến lắp đặt bên ngoài thùng và chủ yếu phản ánh nhiệt độ thành thùng. Nhiệt độ thực tế tại tâm điểm nóng chảy bị ảnh hưởng bởi nhiệt lượng tỏa ra do ma sát, tốc độ trục vít, áp suất ngược, độ nhớt của vật liệu và điều kiện hóa dẻo, do đó hai giá trị này có thể khác nhau.
Tại sao nhiệt độ nóng chảy quá cao lại ảnh hưởng đến chất lượng sản phẩm ép phun?
Nhiệt độ nóng chảy quá cao có thể gây ra sự phân hủy nhiệt, dẫn đến sự đổi màu, nổi bọt, vệt bạc, vết cháy, đốm đen hoặc giảm độ bền. Đối với các vật liệu nhạy nhiệt như PVC, POM và PLA, nhiệt độ cao cũng có thể gây ra sự phân hủy và giải phóng khí độc hại, do đó cần kiểm soát chính xác nhiệt độ và thời gian giữ nhiệt.
Những khuyết tật nào xảy ra khi nhiệt độ nóng chảy quá thấp?
Nhiệt độ nóng chảy thấp làm giảm khả năng chảy của nhựa và có thể gây ra hiện tượng thiếu nhựa, điền đầy không hoàn toàn, đường hàn, vết nhựa nguội và sự không ổn định về kích thước. Nó cũng có thể ảnh hưởng đến hình thức và chất lượng cấu trúc của sản phẩm.
Nhiệt cắt là gì và tại sao nó ảnh hưởng đến nhiệt độ nóng chảy?
Nhiệt ma sát và nhiệt nén là nhiệt lượng sinh ra trong quá trình quay trục vít, nén và trộn. Khi tốc độ trục vít quá cao hoặc áp suất ngược quá lớn, nhiệt ma sát sẽ tăng lên. Nếu nhiệt độ phản hồi của cặp nhiệt điện trong thùng cao hơn giá trị cài đặt, điều đó cho thấy nhiệt ma sát vượt quá lượng nhiệt đầu vào của bộ gia nhiệt, điều này có thể ảnh hưởng đến độ ổn định của khuôn đúc.
Tốc độ trục vít nhanh hơn có luôn cải thiện hiệu quả hóa dẻo không?
Không phải lúc nào cũng vậy. Tăng tốc độ trục vít có thể rút ngắn thời gian phục hồi, nhưng nó cũng làm tăng nhiệt lượng tỏa ra do ma sát và có thể gây quá nhiệt cục bộ, làm suy giảm chất lượng vật liệu hoặc ảnh hưởng đến chất lượng sản phẩm. Cần điều chỉnh các thông số theo đặc tính vật liệu, đường kính trục vít, yêu cầu sản phẩm và chu kỳ ép khuôn.
Áp suất ngược trong quá trình ép phun có chức năng gì?
Áp suất ngược giúp cải thiện mật độ nóng chảy và loại bỏ khí. Nó cũng cải thiện khả năng trộn, độ đồng đều nhiệt độ và sự phân tán bột màu, hỗ trợ tính ổn định của quá trình hóa dẻo. Tuy nhiên, áp suất ngược quá mức có thể làm tăng nhiệt lượng sinh ra do ma sát và tải nhiệt, do đó cần có sự cân bằng giữa hiệu quả trộn và kiểm soát sự tăng nhiệt độ.
Những loại vật liệu nhựa nào cần kiểm soát nhiệt độ nóng chảy đặc biệt?
PVC, POM, PLA, PC, PET, PA, PEEK và PMMA rất nhạy cảm với nhiệt độ, độ ẩm hoặc quá trình thủy phân. Trong quá trình đúc, các điều kiện sấy, nhiệt độ thùng, tốc độ trục vít, áp suất ngược và thời gian lưu cần được kiểm soát cẩn thận để tránh sự xuống cấp, đổi màu hoặc sinh khí.
Làm thế nào để cải thiện độ ổn định nhiệt độ nóng chảy trong quá trình ép phun?
Độ ổn định nhiệt độ nóng chảy có thể được cải thiện thông qua việc sấy khô vật liệu, cài đặt nhiệt độ thùng, thiết kế trục vít, tốc độ trục vít, áp suất ngược, thời gian phục hồi và giám sát quy trình. Với hệ thống phun thông minh và phân tích dữ liệu quy trình, các nhà sản xuất có thể giám sát tốt hơn năng lượng hóa dẻo, sự biến đổi nhiệt độ và độ ổn định của khuôn đúc.
FCS cung cấp những giải pháp nào cho các ngành công nghiệp khác nhau?
FCS cung cấp nhiều thiết kế máy khác nhau đáp ứng nhu cầu của các ngành công nghiệp khác nhau. Dòng SA phù hợp cho đóng gói tốc độ cao, phụ tùng ô tô, pallet hậu cần và sản xuất hàng loạt các bộ phận lớn. Máy ép phun hoàn toàn bằng điện CT-e phù hợp cho các ứng dụng điện tử, quang học, y tế và ép khuôn chính xác. Với hệ thống sản xuất thông minh iMF 4.0 , giám sát quy trình và tiết kiệm năng lượng.